We never sell your data to third parties
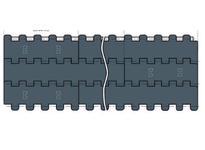
Image for Illustration purposes only. Actual product may vary
System Plast AA2500952 is a metric modular plastic belt accessory from Regal Rexnord. Designed for use with System Plast modular plastic conveyor belts, this component supports maintenance and customization of conveying systems in food and beverage packaging lines.
MODEL AA2500952
Contact supplier for technical support on: 800-626-2120
$102.72 Per Foot
Prices are subject to change
FREE SHIPPING ON ORDERS OVER $100
Select Quantity
Typically Ships in: 1 day
Returnable: See conditions
Belt Thickness (in)
0.34
Belt Thickness(mm)
8.7
Chain Material Description
NG evo (Gray Blue)
Chain Number
2250FT
Chain Width (in)
23.43
Construction
Solid Top
Country of Origin
Mexico
Flight Material
NGE Grey Blue
HTC
3923.29.0000
Material
Plastic
Max Load Capacity (lbs/ft)
1700
Max Load Capacity (N/m)
25000
Measurement System
Metric
Packaged Height
6.45 Inches
Packaged Length
8.25 Inches
Packaged Width
26.00 Inches
Pin Material
PBT(White)
Pitch (in)
1 in
Pitch (mm)
25.4
Positioning Tabs
PT
Product Group
Modular Plastic Belts
Product Line
Conveying Chains and Belts
Product Type
Straight Running
Series
2250
Surface
Solid Top
UPC
726166520748
Weight
2.94 LB
Width (in)
23.4252095 in
Width (mm)
595 mm
Plastic Modular Belting The System Plast AA2500952 MPB-METRIC is a premium plastic modular belting solution designed for material handling applications. This innovative product is engineered to provide superior performance and reliability in conveyor systems, making it an essential component for industries requiring efficient and effective material transport.
Key Features
- Material Composition: Constructed from high-quality, durable plastic that ensures long-lasting performance and resistance to wear and tear.
- Modular Design: Features a modular structure that allows for easy installation and maintenance, enabling quick adjustments and replacements without disrupting operations.
- Metric Specifications: Designed with metric dimensions to fit a wide range of conveyor systems, ensuring compatibility and ease of integration.
- Enhanced Load Capacity: Capable of handling substantial loads while maintaining smooth operation, ideal for heavy-duty applications.
- Chemical Resistance: Offers excellent resistance to various chemicals, making it suitable for diverse industrial environments.
Applications
- Food and Beverage Industry: Ideal for conveying food items where hygiene and cleanliness are paramount.
- Manufacturing: Effective in transporting components in assembly lines, enhancing workflow efficiency.
- Packaging: Used in packaging systems to streamline processes and reduce downtime.
- Logistics and Distribution: Perfect for automated material handling in warehouses and distribution centers.
Benefits
- Operational Efficiency: Designed to minimize friction and wear, optimizing conveyor performance and reducing energy consumption.
- Versatility: Compatible with existing conveyor systems, allowing for flexible implementation across various applications.
- Durability: Engineered to withstand harsh operational conditions, ensuring reliability and longevity. --- Product information compiled with AI assistance for reference purposes.

When you install a conveyor system for your production unit, there are many reasons that can cause it to breakdown. Therefore, you need to regularly check all the parts to ensure they are properly fixed and operating as expected.
Read More





